
在智能化、电动化浪潮的推动下,车身轻量化势在必行。
更轻的车身,意味着能耗更低、操控更好、刹车距离更短、提速更快。数十年来,各大汽车厂家在轻量化方面投入了巨大的研发精力,其中最重要的研究方向,无疑是铝制车身。若采用铝合金替代钢材,白车身通常可降重1/3左右,足以让一台车的性能完成质的飞跃。
铝制车身的历史,可以一直追溯到捷豹创立时期。自捷豹创始人里昂斯爵士,创新性地选用铝合金面板重新设计汽车开始,铝质车身技术就成为汽车行业中无法忽视的重要技术。
固然,铝制车身有着轻量化、可塑性强等诸多优势,但因其制造成本高、工艺复杂,使得大部分车企放弃研发。捷豹,是少有的不断探索铝制车身技术的车企。
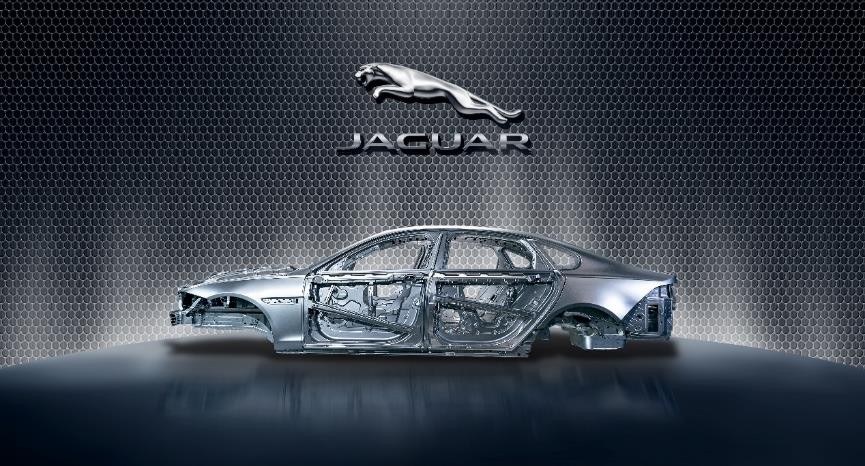
捷豹全铝车身 带来减重、节能、安全、操控等诸多优势
2016年4月,奇瑞捷豹路虎率先将先进、智能、环保的高端铝材技术引入中国,在常熟生产基地竣工投产国内首家专制全铝车身车间,成为国内汽车制造业的全铝技术领航者。
在这个看不到电火花的全铝车身车间,隐藏着奇瑞捷豹路虎提升产品力的法宝。
看不见电火花 是全铝车身车间“最高”的荣耀
要问生产全铝车身到底难在哪,以至于让大部分车企都“望风而逃”,焊接绝对是关键因素之一。
从最基本的材料属性来看,铝的导热系数大,焊缝容易产生性能下降的问题。此外,铝的热膨胀系数高,高温焊接时易导致零件变形大。所以,焊接一台铝制白车身,往往需要使用包括MIG焊、远程激光焊等在内的十多种连接工艺,工艺复杂度极度复杂。业内人士常说,铝制车身的车间,可谓一路火花带闪电。
用极为复杂的焊接工艺生产铝制车身,并不能体现精致程度,反而可能意味着工艺不够先进。奇瑞捷豹路虎采用的自冲铆接技术,是迄今为止业内公认的、连接强度最高也最先进的航空级车身铝材连接工艺,加之航空级的顶尖铆接胶合技术配合,解决了铝合金连接难题。
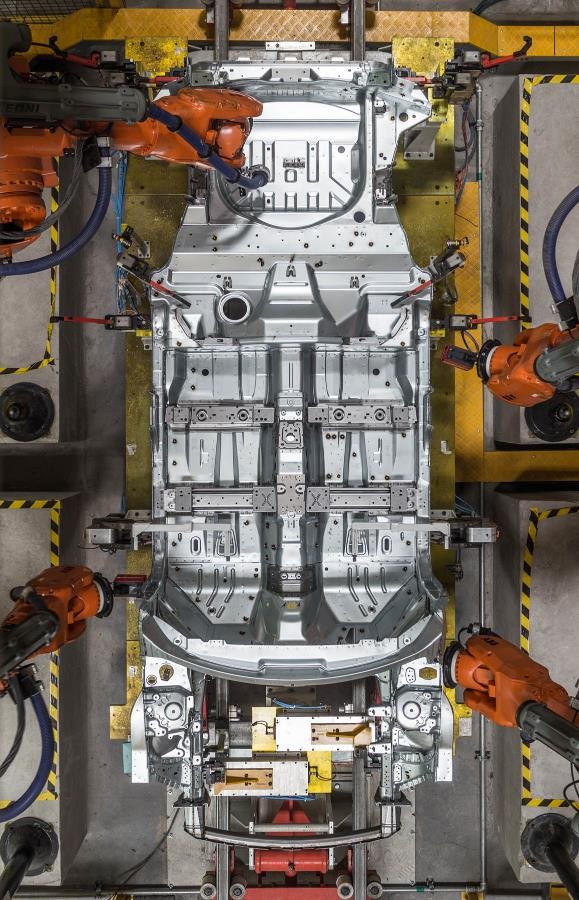
常熟生产基地焊装车间 应用铝合金铆接胶合技术
位于奇瑞捷豹路虎常熟工厂的全铝车身车间,占地48420平方米,共有344台机器人,其中266台自冲铆接机器人。在该车间,率先引入了的航空级别铆接胶合技术,铆接自动化率高达100%,正因为如此,在全铝车身车间的焊装部分中,看不到通常汽车生产车间中飞溅的电焊火花。
先进工艺带来的提升是显而易见的,在强度方面,自冲铆接的强度比单纯铆接大2-3倍,大幅增加了车身强度,同时为车身提供更好的扭转刚度、抗腐蚀性等。此外,由于没有焊接,可以保证高抗疲劳强度和静态紧固力,对汽车的NVH提升明显。同时,在生产过程中噪音低,能耗低,无烟尘、粉尘和焊接飞溅,最大程度实现了环保制造。
得益于奇瑞捷豹路虎打造的铝制车身,捷豹XFL、捷豹XEL既有着更强的防碰撞能力,也能够带来极致轻量化。车身高达75%的铝合金使用率,让整车比同等结构钢车身减重20%-45%,空出更多重量空间来分配复杂科技,实现近50:50前后比重设计,带来更快的加速、更出色的操控,以及更精准的转向,将捷豹与生俱来的豪华感和运动感觉,展现地淋漓尽致。此外,这些铝可以100%完全回收,体现了奇瑞捷豹路虎豪华品牌的应有的革新理念。
严苛质量标准加持 保证车身毫无瑕疵
除了先进的智能制造工艺,奇瑞捷豹路虎常熟生产基地还建立严苛的质量管理措施,全方位保障车身的品质。包括在线测量系统、铆接过程的实时监控、可视化涂胶监测系统、激光在线测量等在内的线上精确检测,并对所有车身和外覆件在灯光隧道进行检测,以保证车身毫无瑕疵。
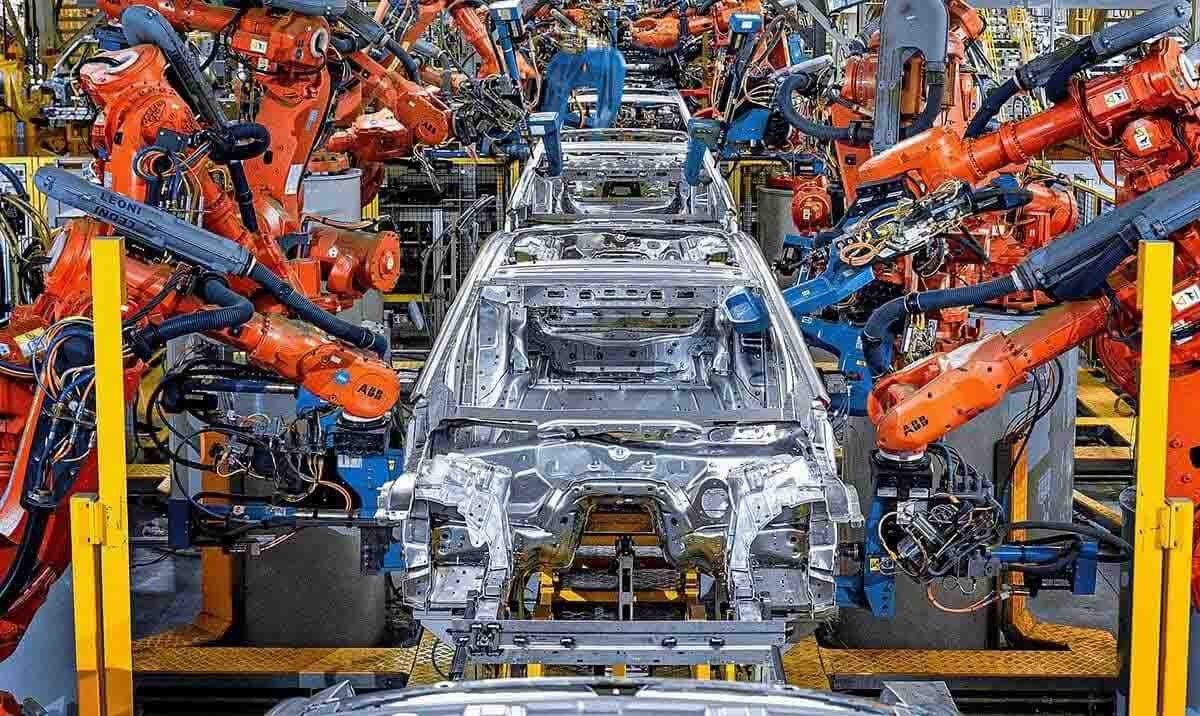
奇瑞捷豹路虎全铝车身车间
除线上智能化设备检测外,奇瑞捷豹路虎还会进行一系列线下检测,如对车身总成与分总成零件按一定比例进行三坐标分析、定期车身全破坏性检测,以及根据铆模寿命检测系统的实时检测,定期更换铆模等,确保所有车身误差均精确到±50微米。
与此同时,奇瑞捷豹路虎持续引进新技术,不断提升质量管控。全铝车身车间的白车身间隙面差Calipri测量系统,就是其中的典型代表。该系统可在焊装出车时有效识别四门两盖间隙断差的匹配状态,确保白车身间隙面差实现100%合格。
总结:
随着汽车智能化、电动化不断推进,全铝车身技术的优势将更加明显。作为国内汽车制造业全铝技术的领航者,奇瑞捷豹路虎树立了国内豪华车制造新标杆,不仅为产品的轻量化提供了坚实保障,也为提升产品质量和耐用性打下基础。
免责声明:本站系本网编辑转载,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。如涉及作品内容,版权和其他问题,请在30日内与本网联系,我们将在第一时间删除内容!本站文章版权归原作者所有,内容为作者个人观点,本站只提供参考并不构成任何投资及应用建议。本站拥有对此声明的最终解释权。

